免费服务电话
400-886-3068
免费服务电话
400-886-3068
PVD处理工艺原理及应用
来源:长辰实业 日期:2022-04-07
PVD(Physical Vapor Deposition),指利用物理过程实现物质转移,将原子或分子由源转移到基材表面上的过程。它的作用是可以使某些有特殊性能(强度高、耐磨性、散热性、耐腐性等)的微粒喷涂在性能较低的母体上,使得母体具有更好的性能!
随着汽车行业的飞速发展及工艺水平的提高,尤其是高强度板在汽车钣金上的广泛应用,冷作模具易发生变形、磨损、疲劳和断裂等失效形式,严重影响了模具的使用寿命。在汽车模具领域,表面处理技术主要是解决冲压件的拉伤问题,以及提高模具使用寿命。单传统的TD、电镀、熔射由于受变形量、镀膜次数以及镀膜均匀性的限制已不能满足高速发展的需要。
决此类问题,在冲压领域引进了一种新型表面处理工艺——PVD。PVD(Physical VaporDeposition)——物理气相沉积,是指利用物理过程实现物质转移,将原子或分子由源转移到基材表面上的过程。它的作用是可以使某些有特殊性能(强度高、耐磨性、散热性、耐腐性等)的微粒喷涂在性能较低的母体上,使得母体具有更好的性能。
PVD表面处理工艺的工作原理为:将要镀膜处理的工件2置于真空容器1的电弧蒸发源3中,在高真空条件下,通过电弧蒸发源加热使其蒸发,当蒸发分子的平均自由程大于真空室的线性尺寸以后,蒸汽的原子和分子从蒸发源表面溢出后,很少受到其他分子或原子的冲击与阻碍,可直接到达工件基体表面上,遇有基体温度较低,便凝结其上而成膜。
为了保证处理后的工件硬度和使用寿命,PVD处理技术对原材料有一定的要求。
(1)材质要求:高速钢、预硬钢、热作模具钢、工具钢、冷作模具钢。比如:T10A钢、7SiCrMnMoV钢、CrWMn钢或Cr12Mo1V1等。
(2)热处理要求:工具钢、冷作模具钢材经过三次500℃以上的高温回火。
(3)尺寸要求:最大尺寸600mm×400mm×280 mm。孔径/孔深比或槽宽/槽深比应大于1。
(4)其他要求:模具上必须有可供上挂夹持用的孔、螺纹孔、台阶等,以供后续包绑、上挂用。
(1)对镶块进行补焊及抛光处理,补焊后必须进行回火去应力处理。冲压模具Ra<0.5μm,而成形面需Ra<0.2μm,便于提高PVD 处理后效果。
(2)脱脂处理。包含4个步骤:①去油;分三个超声波清洗槽,每个槽里面的清洗剂含量逐渐降低,每个槽清洗时间为5~10min。②清水去污;分三个清水清洗槽,第一个槽清水喷淋,时间为3min,第二和第三个槽用超声波清洗,时间均为3min。③去离子水清洗;分为三个槽,第一、第二槽为去离子水超声槽,时间3min,第三个槽为去离子水浸泡清洗,时间3min。④脱水;用热风吹8~10min,保证工件干燥。
(3)喷砂处理。所选喷料为铜矿砂、石英砂、金刚砂、铁砂或海南砂中的一种。喷砂步骤能够使工件表面或形状发生变化,由于磨料对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。
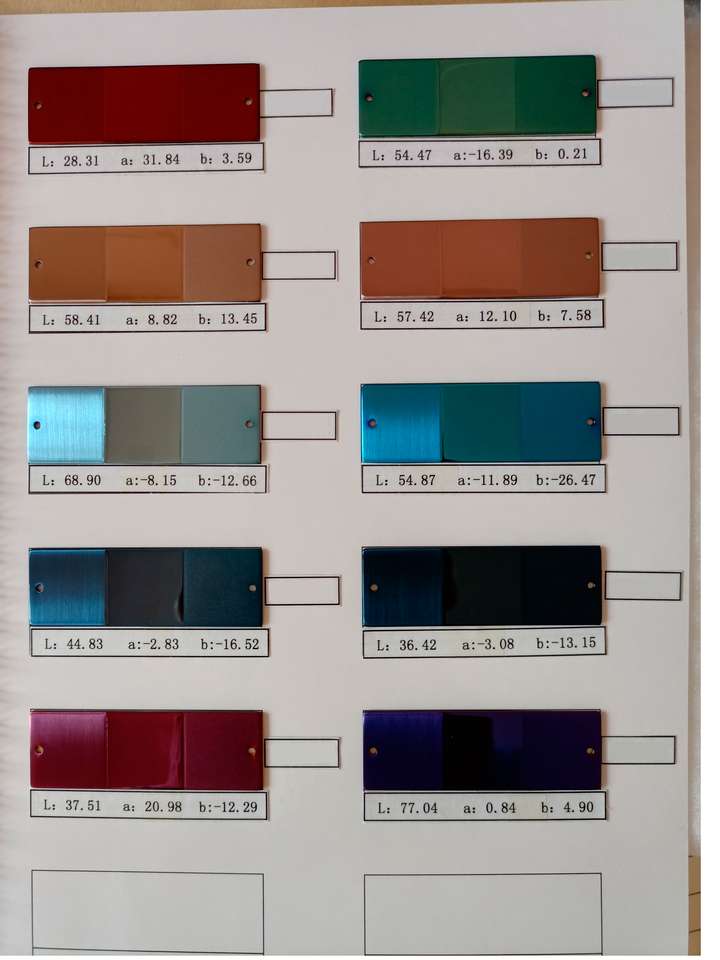
(4)对镶块进行PVD处理。①氮化处理;将PVD 炉抽真空,通入液氨,加热使氨气蒸发对冷冲压模具表面进行处理。②涂层沉积;具体选用TiN、CrN、TiCN、TiAlN或CrAlN中的一种,根据工件不同的要求,选用涂层种类。
东莞市长辰实业有限公司
专注于品牌定制,
极致于品牌的金属表面处理更完美!
24小时热线:13929434968 / 13929434968
联系人:叶海平
电话:0769-89789691 / 0769-89789693
传真:0769-85321806
邮件:808@cypvd.com
地址:广东省东莞市虎门镇路东社区翻身村新三路长辰实业科技园
版权所有:东莞市长辰实业有限公司 粤ICP备16012854号
400-886-3068
周一至周六(8:00-20:00)

表面处理商城小程序